

















多くの作業において、安全性と寿命を延ばすためには、正確な締め付けが不可欠です。トルクレンチを使用すると、留め具が緩すぎたり、締めすぎたりしないようにします。現代のツール、デジタルトルクレンチ、信じられないほどの精度を提供します。デリケートな作業の場合は、インチポンドトルクレンチ特定の制御を提供します。マーシャインあらゆる締め付けニーズに対応できる信頼性の高いツールを提供します。

トルクレンチの種類も豊富 それぞれが特定のタスク用に設計されています。手動(クリック式)トルクレンチが一般的です。あらかじめ設定したトルクに達するとカチッと音がします。そのため、狭い場所や視界がよくない場合に最適です。非常に高トルクのボルトの場合は、トルク マルチプライヤを使用します。これらのツールは、ユーザーの力を必要とせずにトルクを増加させます。これにより、安全性と精度の両方が向上します。電動トルク レンチは、コード付きまたはバッテリー駆動のいずれであっても、通常 ±3% ~ ±5% 以内の正確な精度を提供します。希望のトルクにプリセットできます。油圧トルク レンチはさらに大きな作業にも対応し、25,000 フィート-ポンドを超えます。トルクの。スクエアドライブまたは薄型のデザインがあります。最後に、空気圧トルク レンチは、手動または電動のトルク レンチよりも高いトルクを提供します。ただし、エアホースやコンプレッサーなどの追加の機器が必要です。 MARSHINE はこれらの特殊ツールを幅広く提供しており、あらゆる作業に適切な機器を確実に入手できます。
トルク レンチには、その機能を発揮するための重要な部品がいくつかあります。クリック式モデルの場合、内部スプリング機構がその運営の中心となります。希望のトルク設定に合わせて張力を調整します。あボール戻り止めとスプリング機構トルク単位で校正された調整可能なネジ山によって予圧がかけられています。このボール戻り止めは、あらかじめ設定されたトルクに達するまで力を伝達します。クラッチ機構もトルクの事前設定に役立ち、より高い精度を実現します。レンチに力を加えるとねじれます。増加する力は最終的にバネの抵抗を克服します。あらかじめ設定されたトルクに達すると、バネの力に打ち勝ちます。これにより、ボールがソケットから「カチッ」と外れます。これにより、クリック感と触感の両方が得られます。この信号は、力を加えるのをやめるよう指示します。
正確な締め付けにはトルクの単位を理解することが不可欠です。異なるシステムではさまざまな単位が使用されます。アメリカの単位には、ozf.in (オンス フォース インチ)、lbf.in (ポンド フォース インチ)、lbf.ft (ポンド フォース フィート) があります。国際規格 (S.I.) では、mN.m (ミリ ニュートン メートル)、cN.m (センチ ニュートン メートル)、および N.m (ニュートン メートル) が使用されます。メートル単位には、gf.cm (グラム力センチメートル)、kgf.cm (キログラム力センチメートル)、および kgf.m (キログラム力メートル) があります。多くの場合、これらの単位間の変換が必要になります。一般的な変換係数を示す表は次のとおりです。:
| ユニット | インチポンド | フィート・ポンド | N・m | kgf・m | ダイン・cm |
|---|---|---|---|---|---|
| 1インチ・ポンド | 1 | 0.08333333 | 0.1129848 | 0.01152125 | 1.129848 E6 |
| 1フィート・ポンド | 12 | 1 | 1.355818 | 0.1382550 | 1.355818 E7 |
| 1N・m | 8.850746 | 0.7375621 | 1 | 0.1019716 | 1E7 |
| 1kgf・m | 86.79617 | 7.233014 | 9.80665 | 1 | 9.80665 E7 |
| 1ダイン・cm | 8.850746 E-7 | 7.375621 E-8 | 1E-7 | 1.019716 E-8 | 1 |
このグラフは、さまざまな単位がどのようにニュートン メートルに変換されるかを視覚的に表しています: 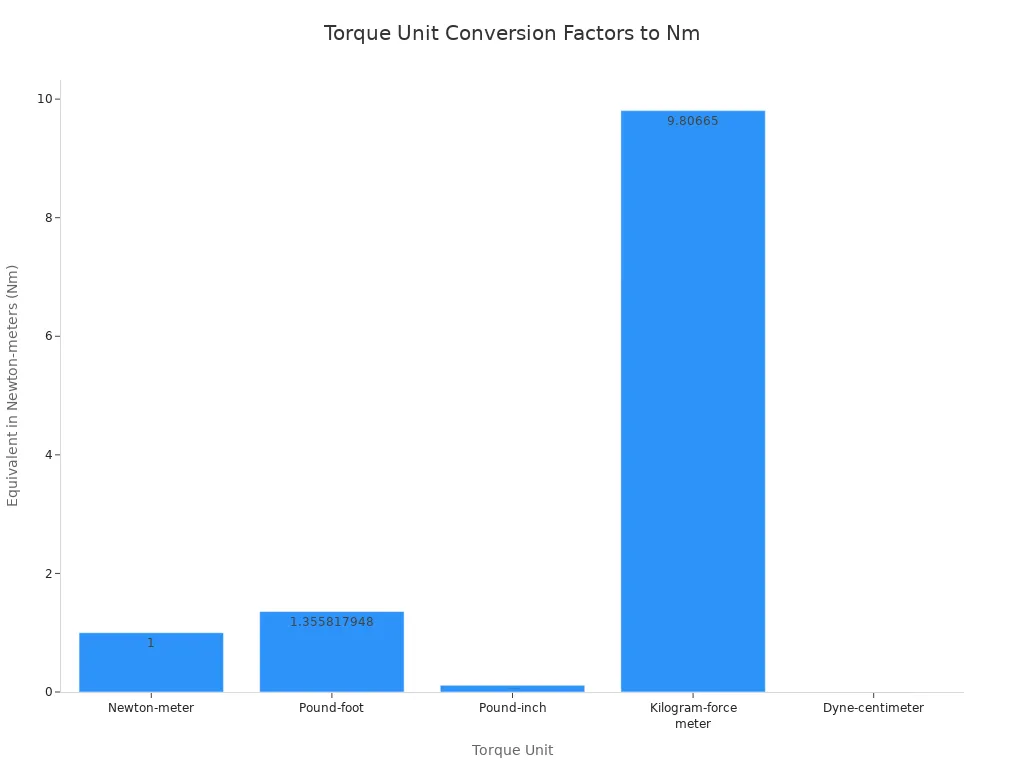 マーシャイン は、ツールがこれらのさまざまなユニットにわたって使いやすさと精度を考慮して設計されており、多様な業界標準を満たしていることを保証します。
マーシャイン は、ツールがこれらのさまざまなユニットにわたって使いやすさと精度を考慮して設計されており、多様な業界標準を満たしていることを保証します。

正しいトルク値を見つけることは、あらゆる締め付け作業において重要な最初のステップです。ファスナーを損傷することなくしっかりと保持します。業界標準などASME B18.6.3、ねじ切りと転造ねじの開始点を提供します。ただし、これらの規格では、特定の用途ごとに最適な穴サイズと取り付けトルクを見つけるためにテストを推奨することがよくあります。必要なトルクは多くの要因に影響されます。これらには、穴のサイズ、材料の厚さ、材料の硬度が含まれます。たとえば、穴が小さいほど、より高いトルクが必要になります。これらの変数のため、ねじ山形成ねじの普遍的なトルク値を設定することはできません。
エンジニアは多くの場合、次の式を使用してトルク値を計算します。T = KDP。ここで、Tはトルク、Kはトルク係数、Dは呼び径、Pはボルトクランプ荷重です。 K値は表面状態により変化します。たとえば、ワックスがけされた表面の K は 0.10 ですが、メッキされていない普通のボルトの K は 0.20 です。これらの結果は 12 で割ることにより ft/lbs に変換されます。これらの計算は通常、並目ねじシリーズ (UNC) に適用されます。グレード 2 ファスナーの場合、計算は特定のサイズと長さに制限されます。長い締結具は必要なトルクがはるかに少なくなります。
これらの計算は単なるガイドであることに注意してください。トルクと張力の関係には多くのことが影響します。人為的ミス、表面の質感、潤滑などがすべて影響します。正しいトルクを見つける最も信頼できる方法は、実際の条件下でテストすることです。不適切なトルク値を使用すると、重大な問題が発生する可能性があります。締め付けが弱いと部品が緩み、機器の故障や事故の原因となります。ネジを締めすぎると、コンポーネントが剥がれたり、損傷したりする可能性があります。これにより、危険な漏れ、構造上の欠陥、さらには大惨事。また、不均一な応力分布そして労働者の事故のリスクが高まります。マーシャイン はこれらの複雑さを理解しています正確なトルクの適用をサポートするツールを設計し、ユーザーが最適な結果を達成し、コストのかかる故障を回避できるようにします。
トルクレンチを正しく調整することは、精度を高めるために非常に重要です。常にメーカーのガイドラインに従ってください。これにより、キャリブレーションに影響を与える可能性のある、過負荷や不適切な力の適用などの誤使用が防止されます。レンチをセットする際には、目視で値を確認する。これにより、100 の代わりに 98 を設定するなど、誤った校正を避けることができます。スケールを斜めから見ないでください。
レンチ、特にヘッドと内部機構を清潔に保ってください。メーカーの推奨に従って部品に注油してください。細心の注意を払っていても、トルクレンチを校正する必要があります少なくとも年に1回、または5,000サイクルごとに。これにより、精度と信頼性が維持されます。力を加えるときは、「カチッ」と音がするまでゆっくりと確実にレンチを回してください。カチッという音を超えて締めすぎたり、レンチを素早く振りすぎたりすると、トルクが不正確になる可能性があります。ファスナーの状態も考慮してください。乾燥していませんか、脂っこいですか、それとも暑いですか?多くの場合、トルク仕様は特定の条件に適用されます。偏差は精度に影響を与える可能性があります。
トルクレンチを安全かつ効果的に使用することは、握り方と姿勢によっても異なります。するのが最善ですレンチのハンドルを押すのではなく引く。引っ張ると制御が向上し、過剰トルクのリスクが軽減されます。トルク レンチをファスナーの軸に対して垂直に持ちます。ハンドルの指定されたグリップ領域にのみ力を加えてください。突然の急激な動きを避け、スムーズで安定した力を使用してください。
より優れたレバレッジと安定性を得るために、両手を使うツールが許可する場合。指をハンドルの周りにしっかりと置き、圧力を均等に分散します。体を支えてツールを安定させます。力を増幅させるためにアクションに身を乗り出します。足を肩幅に開き、安定した姿勢を保ちます。これによりバランスと接地が得られます。
締め付けプロセスには、最適な結果を確保するためにいくつかの重要な手順が含まれます。まず、トルク要件を決定します。最大荷重、材料強度、ジョイントの種類を考慮してください。破壊テストは、障害点を見つけるのに役立ちます。最適なトルクは多くの場合、そのポイントの 75% です、振動などの要因を調整します。
次に、適切なトルクツールを選択します。生産量、材料の種類、必要なトルク、締結具に基づいてツールを選択します。オプションは、空気圧ドライバーから工業用トルク レンチまで多岐にわたります。データ収集機能を備えたツールを検討してください。トルク テスターを使用して工具を校正し、簡単なライン テストを実行し、ファスナーのトルクを検証します。これらのテスターには十分なメモリがあり、校正データを保存する必要があります。
生産部門全体の協力が必要です。企画者、監督者、技術者、品質管理者、組立者が協力しなければなりません。これにより、トルク仕様への一貫した遵守が保証されます。トルク理論、ツールの操作、メンテナンス、安全性、人間工学に関するトレーニングを従業員に提供します。多くの専門ツールのサプライヤーがこのトレーニングを提供しています。
安全プログラムを導入し、高品質のツールを使用して、労働者の疲労や怪我を防ぎます。ツールと作業エリアを定期的に検査してください。摩耗したコンポーネントを交換し、危険な状態を修正します。校正プログラムを確立します。設定は簡単に変更される可能性があるため、トルクツールの設定が適切であることを定期的に確認してください。アプリケーションの厳しさとメーカーの推奨に基づいて、初期校正間隔を設定します。必要に応じてこれらの間隔を調整します。
予防保守を行ってください。精度を維持するために、工具に磨耗や欠陥部品がないか定期的に検査してください。サイクルまたは使用時間に基づいてメンテナンス間隔を設定します。 100,000 サイクル後、または磨耗が見られた場合は、ツールを保守してください。正確なトルク制御により品質管理が向上します。製造中の部品の破損や市場での製品の故障を防ぎます。組み立て速度を向上させ、品質管理の効率を高め、エラーを減らし、最終的には時間と費用を節約するソリューションを提供するツールサプライヤーを選択してください。
A クリックトルクレンチは、あらかじめ設定されたトルクレベルに達すると、独特の音を発し、触覚的なフィードバックを提供するように設計されています。この「カチッ」という音は、希望のトルクに達したことを示します。あらかじめ設定したトルクを超えないようにすることができます。ただし、レンチは締め付けが自動で止まらない。カチッという音を聞いたり感じたりしたら、すぐに停止する必要があります。これは、特に、明確でないクリック.
締めすぎると重大な損傷を引き起こす可能性があります。できるネジ山を剥がしたり、コンポーネントを損傷したりする。締め付けが不十分だと取り付けたアイテムが弱くなり、安全でなくなる可能性があります。たとえば、eTork EC3250 デジタルトルクレンチほとんどポップ音のような、非常に顕著な可聴および触覚的なクリック音が得られます。この明確なフィードバックは、単なるライトやビープ音よりも効果的に停止を促します。それはターゲット設定で正確に発生します。回避するには、このフィードバックに常に細心の注意を払ってください。ネジ山の剥がれや部品の損傷.
アセンブリ内の複数のファスナーを締める場合、順序が非常に重要になります。すべてのフランジまたはガスケットのタイプに単一の「特効薬」のボルト締め順序はありません。選択はガスケットのタイプとフランジ接続の配置によって異なります。 ASME PCC-1 は主要なガイドラインであり、いくつかのパターンをカバーしています。
のスターパターンが一般的な方法です。ボルトを星型の 3 パスで締め付けます。目標トルクの 20 ~ 30%、次に 50 ~ 70%、次に 100% です。その後、ナットの動きが止まるまで回転パスを続けます。このパターンは、すべての ASME B16.5、B16.47、および熱交換器フランジに機能します。それはよくわかっていますが、ボルトが多いフランジの場合は時間がかかることがあります。
の修正された星型パターン時間効率が良くなります。同じ星型パターンに従いますが、ボルトの負荷がより速く増加します。最初のパスは、1A (最初の 4 つのボルトの 20 ~ 30%)、1B (次の 4 つのボルトの 50 ~ 70%)、および 1C (残りの 100%) の 3 つの部分に分割されます。次に、回転パスでフォローします。ソフト ガスケットには、完全な 2 番目のスター パターン パスが必要です。
の象限パターンさらに効率的です。最初の 4 つのボルトには「スター シーケンス」が含まれます。次に、すぐ右側にある後続のボルトを締めます。このパターンでも、右に向かって 1A、1B、1C のようなパスが使用されます。ボルトが多いフランジの場合は、はるかに高速です。
のクロスクロス締め付け順序により、アセンブリ全体に均一な張力が保証されます。不均一な変形や過度の応力を最小限に抑えます。このパターンは、エンジン アセンブリや航空宇宙など、厳密な公差が必要なアプリケーションで一般的です。最初のボルトを選択し、後続のボルトに反時計回りに番号を付け、特定の順序に従ってボルトを締めます。
マーシャイン はさまざまな高品質ツールを提供します これらの正確な締め付けシーケンスをサポートするように設計されており、均一な荷重分散と最適なアセンブリの完全性を保証します。先進的で安全、そして扱いやすい製品への取り組みにより、ユーザーはさまざまな用途で信頼できる結果を達成できます。
カーボンファイバーコンポーネントの取り扱いには特別な注意が必要です。カーボンパーツはデリケートです。力を入れすぎると簡単に潰れたり亀裂が入ったりすることがあります。金属部品の場合よりも常に低いトルク値を使用してください。カーボン集合ペーストを使用している方も多いです。このペーストにより摩擦が増加するため、同じクランプ力を達成するために必要なトルクが少なくなります。
スレッドロックと焼き付き防止コンパウンドは、スレッド間に存在する摩擦の量を変化させます。ネジロックにより摩擦が増加します。つまり、締めすぎを避けるためにトルク設定を下げる必要があります。焼き付き防止により摩擦が軽減されます。適切なクランプ力を実現するには、トルク設定を増やす必要があります。これらの製品を使用するときは、必ずトルク値を調整してください。
トルク レンチを正しく保管すると、トルク レンチが長持ちし、精度が維持されます。いつもレンチをケースに戻します使用後。涼しく乾燥した場所に保管してください、直射日光や湿気を避けてください。ツールを落としたり、重いものを上に置いたりしないでください。内部部品のズレを防ぎます。クリック式レンチの場合は、マイクロメーターのハンドルを最低の設定に調整します 保管前。これにより、時間が経っても内部スプリングの弾力性が失われることがなくなります。
定期的な校正は、正確なトルクを適用するための鍵です。国際規格などISO6789、トルクツールを毎回校正することをお勧めします。5,000 サイクルまたは 6 ~ 12 か月。ツールが不正確であることが判明した場合は、再調整する必要があります。その後、将来の問題を防ぐために、キャリブレーション間隔を半分にする必要があります。
トルク レンチの精度が低下する原因はさまざまです。たとえば、クリックレンチでは内部スプリングが弾力性を失う可能性があります。過剰なトルクにより、デジタル モデルのひずみゲージが変形する可能性があります。曲がったビームはビームレンチに影響を与える可能性があります。校正には、トルク校正テスター。既知の力を加えて、その差を測定します。次に、測定値がテスターの力と一致するまでレンチを調整します。マーシャインが提供する信頼できるツール高品質の設計を通じてその寿命をサポートし、ユーザーがすべてのプロジェクトで精度を維持できるように支援します。
トルクレンチを使用するときは、常に安全を最優先してください。正しい設定とクリック位置で停止することで損傷を防ぎます。正確なトルクにより、ファスナーの完全性とコンポーネントの寿命が保証されます。信頼できる結果を得るために、これらのテクニックを自信を持って適用してください。マーシャインは、安全で扱いやすい先進の工具を提供し、精密な締め付けニーズをサポートします。
専門家は、5,000 サイクルごと、または 6 ~ 12 か月ごとにトルク レンチを校正することを推奨しています。これにより、その精度が保証されます。不正確になった場合は再校正し、間隔を短くしてください。
締めすぎるとネジ山が剥がれたり、コンポーネントが損傷したりする可能性があります。これは危険な漏れ、構造上の欠陥、さらには壊滅的な事故につながります。また、不均一なストレスも生じます。
いいえ、ボルトを緩めるのにトルクレンチを使用しないでください。これにより、レンチの内部機構が損傷し、その校正に影響を与える可能性があります。代わりに標準のレンチを使用してください。











